What we can do for you.
Click on the below buttons to read more about our solutions.


NovaMethod is a CAD system especially designed for the foundry industry with complete functionality such as core creation tools, horizontal gating design assistance and geometry repair functionality.
> Flexible assembly structure
> Works with many leading CAD/CAM tools
> Design in any context
NovaGating is an innovative program that calculates the gating systems based on velocity. NovaGating is an add-on module to NovaMethod.
NovaFeeding is an innovative program that is developed to calculate the feeding system including the neck dimensions. NovaFeeding is an add-on module to NovaMethod.
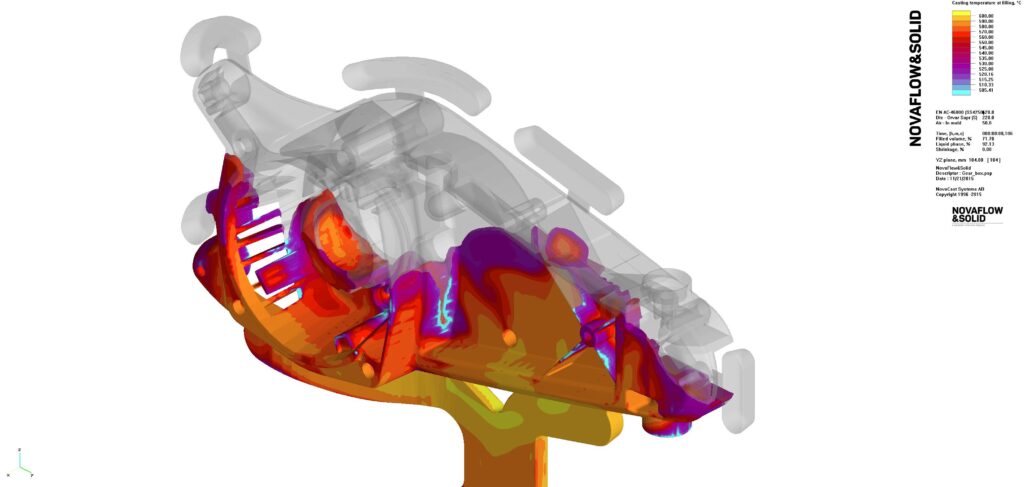
NovaFlow&Solid (premium) and NovaOne (essential) are casting simulation tools that help you work faster, easier and achieve more accurate castings.
> Unique, efficient and fast meshing technique
> Predict defects and shrinkages before production
> Spare time, money and environmental resources
Analyze your current design and compare alternative ones to find a quick solution and reduce the need of expensive trials in production.
> Fast calculations with full contact task
> Predicts cracks
> Fully integrated with NovaFlow&Solid
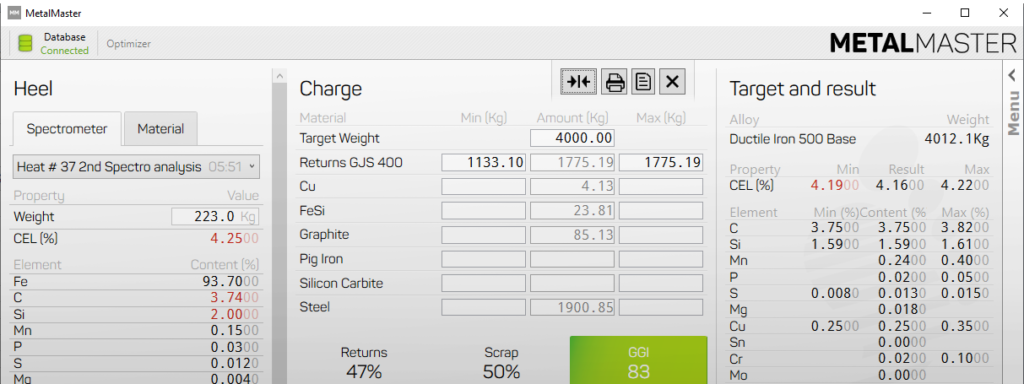
MetalMaster helps you plan and calculate the most economical charge composition for your foundry. The aim is to reach the targeted chemical composition for a specific quality to the lowest possible cost. MetalMaster can easily be used as a support system to ATAS MetStar.
Good Guys’ Index is a comprehensive tool with a straightforward layout to perform smooth calculations of cost and material savings, as well as CO2 emissions.
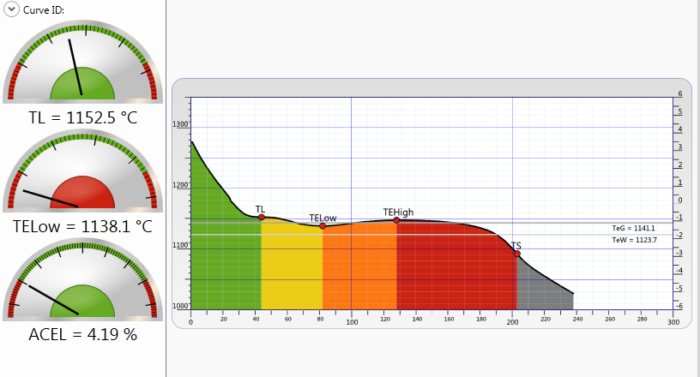
ATAS (Adaptive Thermal Analysis System) MetStar is a flexible metallurgical process control system for analyzing, stabilizing and optimizing the metallurgical production process. The system has been developed from a metallurgical point of view, based on years of foundry experience both from NovaCast’s own personnel but also customers’ day-to-day challenges. The system is used to create routines and rules for developing a lean production method.
ATAS MetPro helps foundries structure their production process by visualizing the collected and saved process data. The system also gives the operator real-time advice based on the current status of the defined process parameters, as well as information about the recently produced batches.
For the ATAS MetStar system to evaluate correct solidification process it is extremely important to have stable, consistent and sound thermal analysis cups. We offer two types of sampling cups, white and grey for your ATAS MetStar system.
We also offer light-weight non-graphite ceramic sampling spoons with high melting point to avoid temperature losses. Also, there is no need to preheat.
Having a maintenance agreement means that you are not only guaranteed support, you will also get all software updates, invitations to webinars and discounted user meetings.
At NovaCast, we don’t just sell products. We are a flexible right-hand partner with resources to offer extra pairs of hands, online tutorials or brainstorming sessions to help you work as smoothly as possible.
What's new?
HA Czech, new partner on the Czech and Slovak market
2024-03-07
We are happy to announce that an agreement is made with HA Czech, as new partners on the Czech and Slovak market. NovaCast already collaborates with HA Italia, HA Poland and HA Ilarduya. This agreement means that NovaCast connects another strong comp...
Read moreUpcoming events during spring 2024
2024-03-01
Spring is on its way; this also means that various events around the world will kick-off. In March 19-20, we will arrange our NovaFlow&Solid HPD User Event onsite in Ronneby, Sweden. In the middle of April 17-19, we will first participate i...
Read moreCustomer Case: Inserting ATAS MetStar data into NovaFlow&Solid
2024-02-27
We are happy to announce that we have a new customer case published, Inserting ATAS MetStar data into NovaFlow&Solid. In this case was both our products ATAS MetStar and NovaFlow&Solid involved at our customers Thomas Dudley Ltd. Find...
Read more