Article: Simulating castings with real foam filters
By Håkan Fransson, Technical Manager Simulation
Filtration of the melt during casting is an important part of foundry technology. Filters are used by different types of casting material/methods, but especially for casting material that easily create slag/oxides like aluminum and steel castings. Type of filters are pressed filters, foam filters which have an inner structure like a sponge or a so called woven filter.
Filters are however not used only for filtration but also to slow down the melt in cases when it from various reasons is not possible to have an optimal ingate system to slow down the melt. During the slow down the speed decreases and the flow becomes laminar. Also, the particles that are too big to get through the filter are separated.
This image shows a scanned foam filter. The quality is excellent. This is of course a “dead file” in STL format and therefore no changes can be made. This means that all filters that are going to be used need to be scanned.
The difference between the different filters is quite big:
1. Pressed filters – Advantages: high r-eproducibility due to the manufacturing method. This means that you have the same characteristics for the whole population. Pressed filters are strong and can withstand high flows. They can be produced large to be able to work with large castings. Disadvantages: There is a risk that the flow is not laminar after the filter (which works better in foam filters). The behavior is like through a mincing machine where the melt is split up in small streams of metal. The slow down effect is though very good.
2. Foam filters – Advantages: filters the melt very good, creates a laminar flow. Disadvantages: re-producibility between manufacturers is low but also within the same manufacturer and also even within the same batch. This depends on the manufacturing method. It is difficult to use for big castings since the filters break or are hard to scale up.
3. Woven filters – Advantages: easy to apply anywhere. Cheap. Disadvantages: Filters only big particles and are not good at reducing speed of the flow.
Up until now another thing has separated the different kind of filters from each other. That is the possibility to simulate mold filling through these filters in a correct and realistic way. Pressed and foam filters were in the beginning simulated using equations which simulated pressure drop through the filter. This means that a 3D modelled filter was not simulated, it was instead represented by a formula. However, since approximately 5 years it is possible to simulate the real filter with the correct dimensions in NovaFlow&Solid. Pressed filters are not very hard to model in 3D since the geometry is fairly simple. That is the reason why real pressed filters were possible to simulate before foam filters. Foam filters have been impossible to simulate using a real 3D model since the filters are very complex, but with today’s technology it is now possible to scan the 3D foam filter via x-ray, with the exact dimensions of the filter.
By using 3D printing it should also be possible to reproduce a foam filters geometry. This may be the future depending on the fact that the major problem with foam filters, as the undersigned sees it, is that the method spreads a lot and it is therefore hard to know what is being used for a particular casting. During a trip to the Metal Casting Congress in US, the undersigned saw a company which printed something which was designed like a foam filter but had a more simplified geometry. So, there are things happening here already.
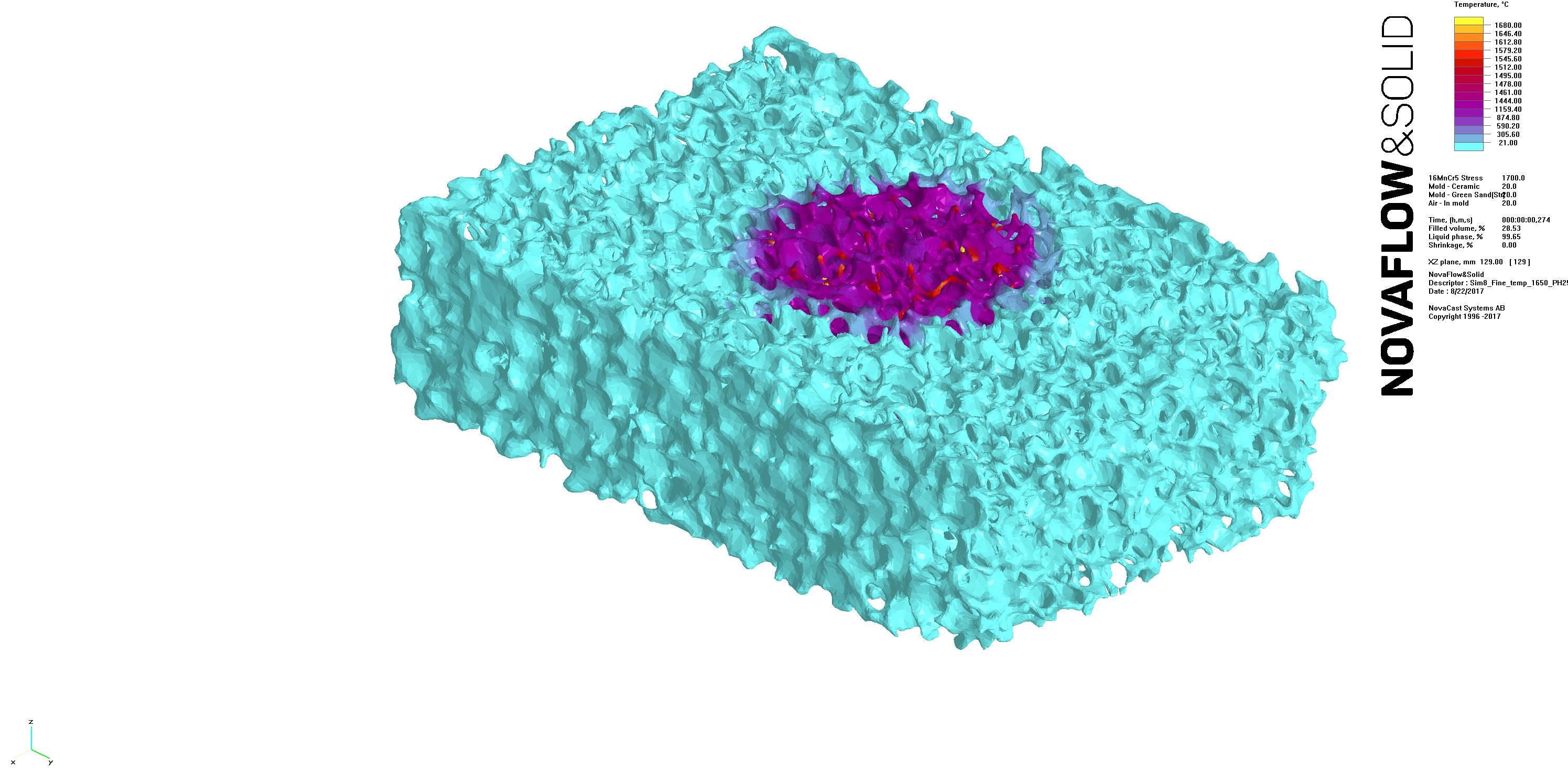
This image shows a cross section of the filter and melt. Note that the filter is heated up during filling, which reflects reality.
It has been possible to simulate foam filters for a number of years, but the simulations have then taken a month or two which makes it most unpractical. With today’s technology, it is possible to create 3D models of filters.
NovaFlow&Solid can simulate both pressed and foam filters thanks to the special meshing technique: Finite Volume Method (FVM) which combines cubic elements with fully flexible elements which adapts to the geometry. This gives an exact description of the geometry with a high accuracy. NovaFlow&Solid can also have more than one material in each cell. The calculation time does not necessarily increase significantly when simulating filters, which is fantastic! As a bonus, the meshing is automatic and takes only a few seconds.
By using real dimensions in the filters there is no need to find values for pressure drop through the filters or which friction to use, the simulation shows how it will work in reality when adding the actual filter in the ingate system. It is however important to use correct dimensions and choose correct filter material. By doing this it will give correct speed, loss of pressure and temperature drop through the filter. The loss of temperature is important since it thereby is possible to simulate if the initial melt can get through the filter, which sometimes is a problem.
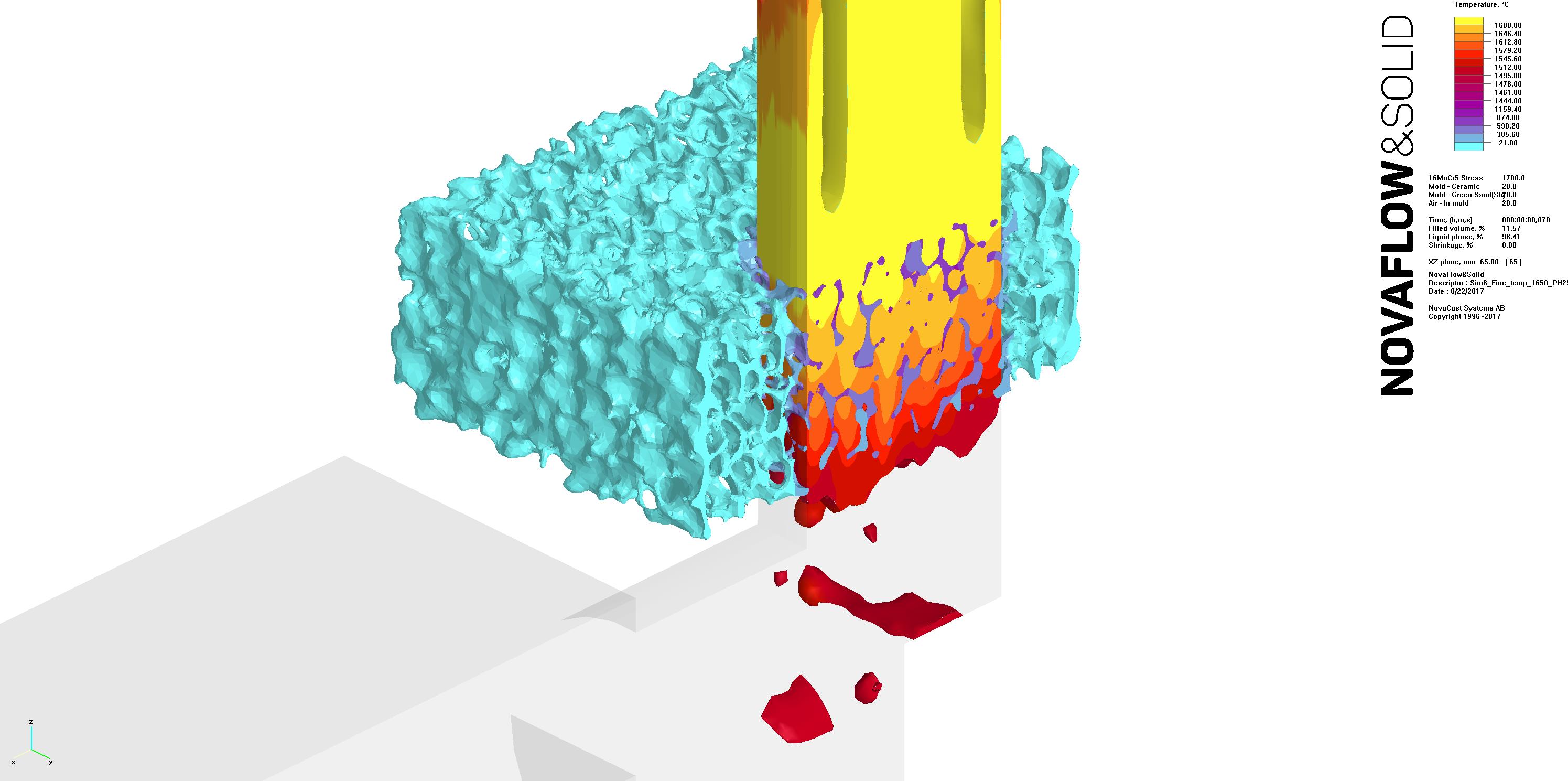
Below the gradual penetration of melt through the filter is described:
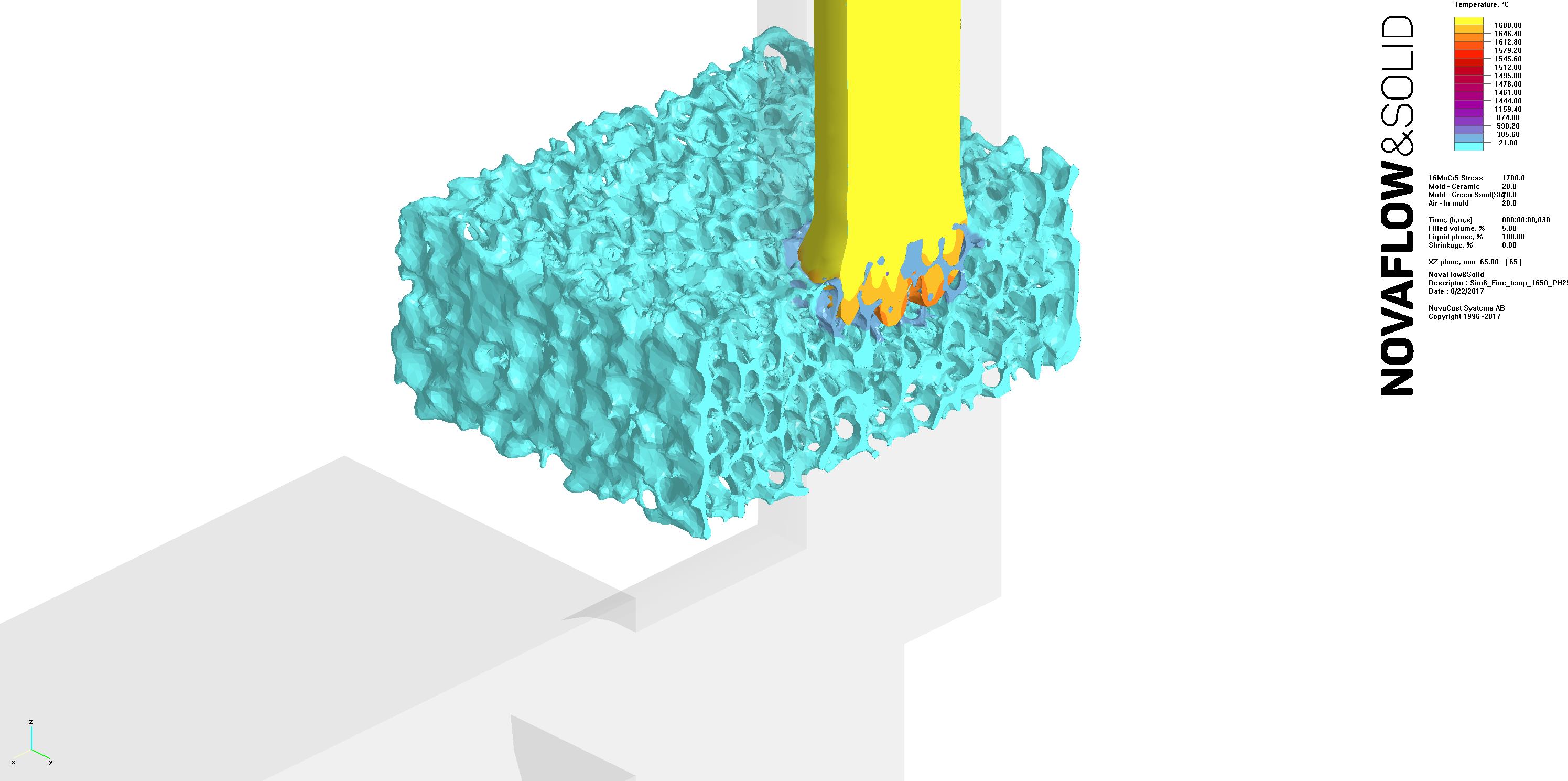
The melt meets the filter and the front of the melt is loosing some temperature. At the same time the filter starts to heat up.
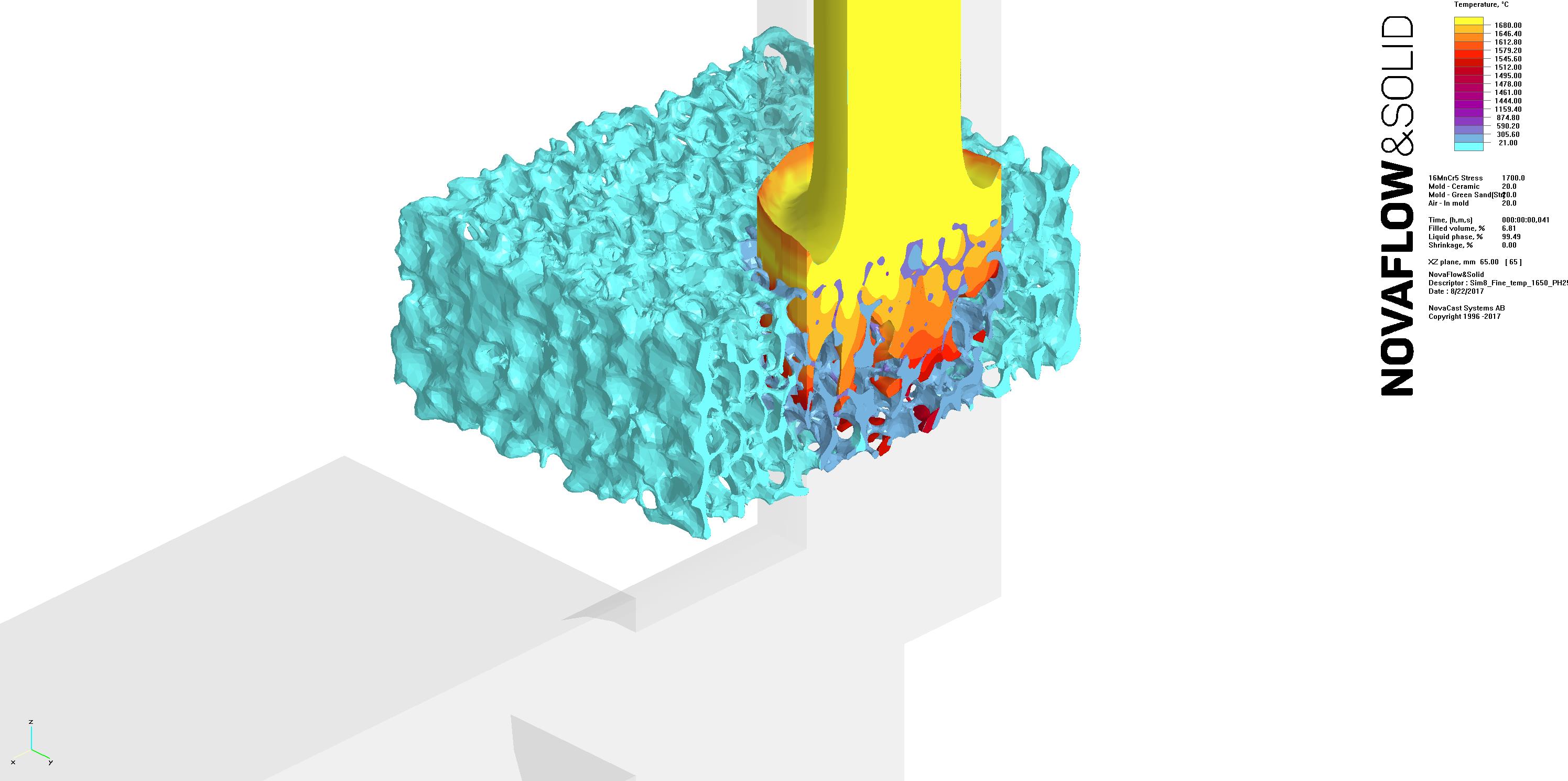
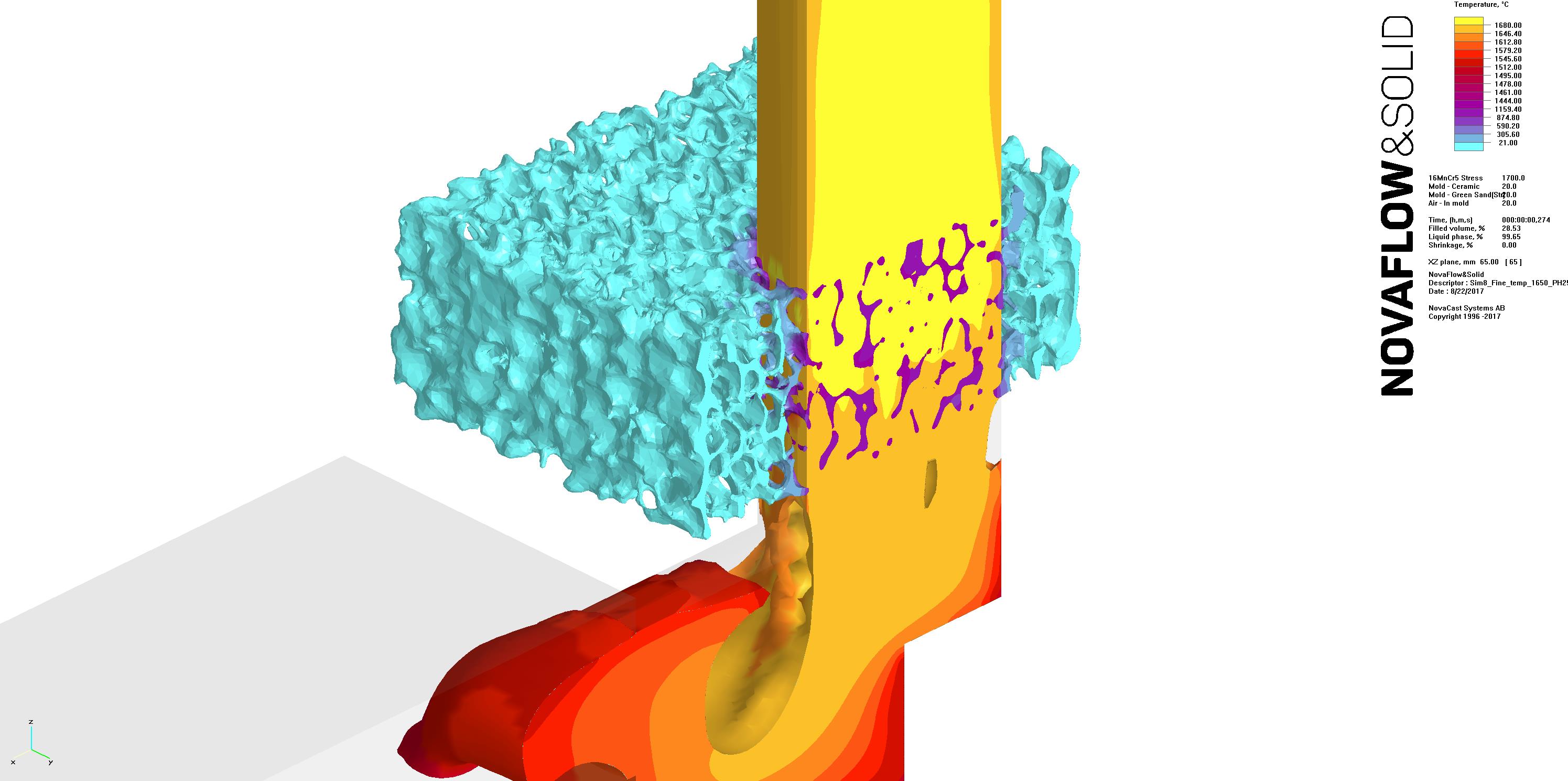
The melt has now started to go through the filter and the melt temperature is decreasing further. This is a critical moment when it is a big risk for freezing if the melt temperature is too low or if the pressure height is too low. Usually the melt temperature needs to be increased by 10-30 degrees to make the melt pass the filter.
This is exactly on the boundary for the melt to break through.
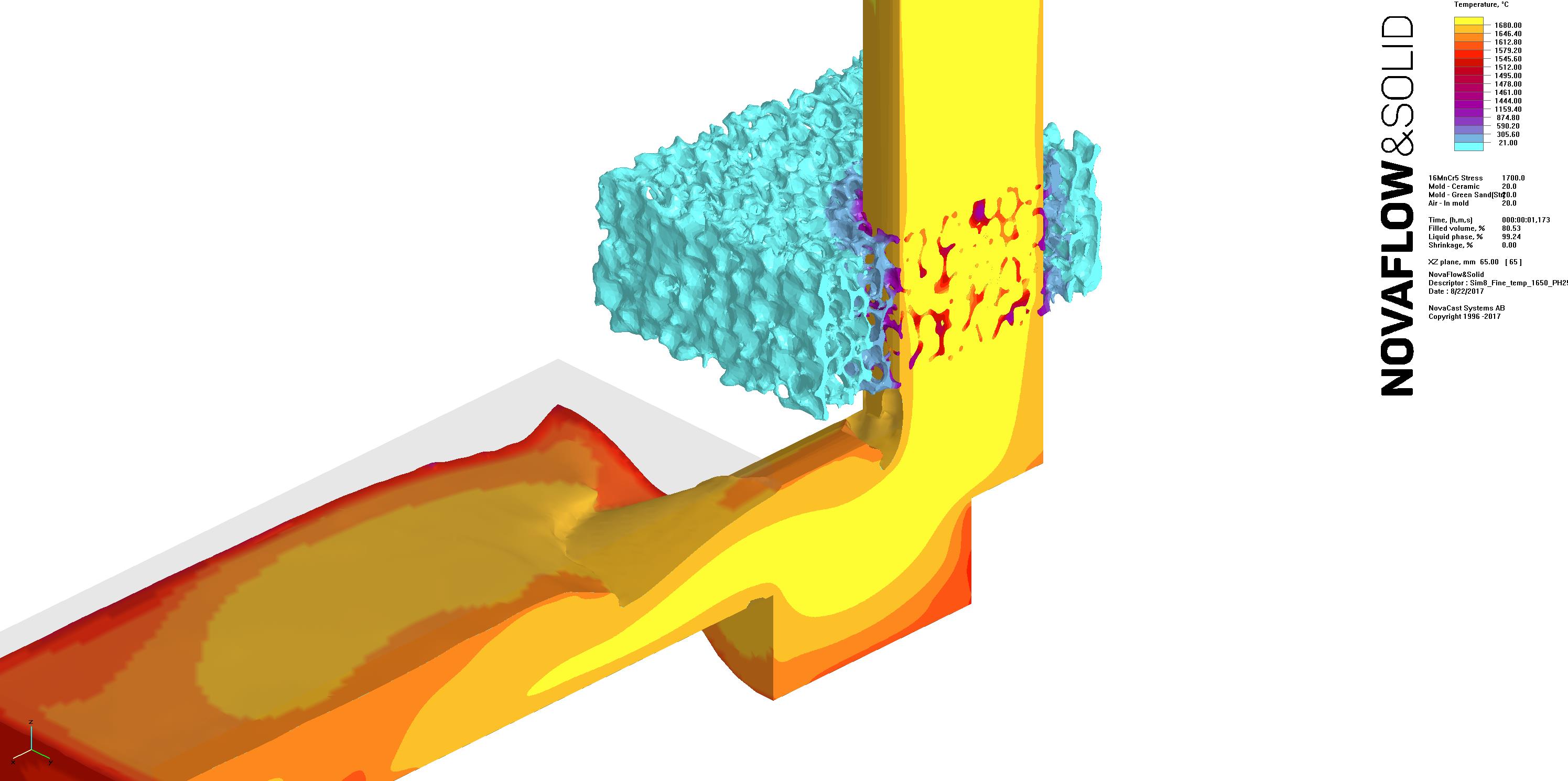
The melt has now penetrated and the filtration has begun. The temperature is now rising in the filter since the melt has heated it up which means that there is no longer a problem with risk for freezing. Note also that when placing the filter like this there is a loss in pressure below the filter which makes the simulation lack melt there and there is a zone instead with basically almost vacuum. This is not good and to avoid this the filter should be placed vertical instead if possible.
The conclusion is that it is now possible to simulate all type of filters and that the new technique with cast simulation connected to advanced 3D scanning and usage of 3D printing for manufacturing of filters opens up to new possibilities in the foundry industry. One can say with a good conscience that another area of the formerly mysterious foundry industry has now been opened as knowledge instead.
Questions & comments are welcome: hakan.fransson@novacast.se
Back to all news