Improving precision and quality at Arizzi
Arizzi is an Italian foundry located in Albino. The company casts a large number of different products, from gear boxes, engine blocks and transmission parts to hydraulic pumps, textile machinery and valves. In 2007 Arizzi implemented NovaCast’s metallurgical analysis tool ATAS MetStar, and in 2011 they also implemented NovaCast’s tools for design and simulation, enabling a much faster process, higher accuracy and improved quality.
Paolo Salvi, the head designer at Arizzi, is using the design software NovaMethod to create and edit the 3D models for both the final details and the design of the complete gating system, including flask and feeders, core boxes etc. In NovaMethod he can easily re-use data and models and create cores. An important benefit is the compatibility with other design software, when importing and using customers’ drawings.
”We receive drawings from a lot of different customers with different software. With NovaMethod, it’s very easy to import, design and modify the customers’ drawings, regardless of the original format.”
Paolo Salvi also uses the simulation system NovaFlow&Solid to simulate mold filling and solidification, and detect possible problems like cold-flows or shrinkage. For a foundry like Arizzi, the speed is crucial to be able to make many simulations in a short time, and to fine-tune and verify the design before it goes into production.
”NovaCast’s tools are very fast and user-friendly, which is important to us since we produce a large number of different pieces, and also use the tools for quotations to customers when they need a new detail or design. With the design and simulation system we can calculate the cost and time more accurately and quickly get back to the customer with a quote.”
Paolo also appreciates the prediction and precision of the simulation, which has led to better quality and reduced shrinkage problems at Arizzi:
”The prediction is very close to reality, which means that we can solve problems with for instance shrinkage much faster, even in the first samples. In the last years, our shrinkage problems have decreased, and the tools help us to improve the quality of our products.”
Multimesh system with unique speed and precision
One key feature behind the accuracy and speed is the unique meshing technology in NovaFlow&Solid, filling only the necessary fraction of a cell instead of cell by cell. This means that less cells are needed to define the casting geometry, which gives much higher accuracy and is up to 10 times faster than FDM powered programs. Another feature is multi-meshing, which lets you use different mesh during filling and solidification – a feature that Paolo uses daily:
”I use the multi-meshing function very often. For example, I use rough cells during filling and a fine mesh during solidification; in this case, I can see the right temperatures of the feeding system in the end of filling with a faster flow simulation, and a correct prediction of shrinkage in the end of solidification with fine mesh. In other cases, I use multi-mesh for filling up to 30% with a rough mesh and complete to 100% the flow simulation with a fine mesh to see cold-flows or temperatures in the castings. This feature really helps us to work faster and have a good result in less time.”
Securing the quality with ATAS MetStar
While Paolo works in the technical department, his colleague Antonio Pizio is the company’s metallurgist, using ATAS MetStar daily for the thermal analysis of the melts. Antonio appreciates the fast and easy-to-use features, together with the database.
”The most important thing is the data that we get from ATAS MetStar, to check the liquid and the process. The larger database you have, the more efficient you can be in improving your liquid. ATAS MetStar is very easy to use and learn, so all my colleagues can also use it without difficulties.”
ATAS MetStar can be used in many different ways, from a basic level of thermal analysis of the melts, to the most advanced level when you use the data to fine-tune and optimize the process and the best practice to obtain a stable quality with very little variation.
”I would say that we are at medium level in using MetStar; we check the quality of the liquid and check the process to ensure that the quality is right. But as we get more and more confident with MetStar and improve our interaction with the system, we aim to optimize it for our foundry.”
Antonio also appreciates the service and contact with NovaCast, and the annual meetings where users can compare and share experiences and results with each other to learn more.
”NovaCast are accessible every day and this service is important for us. When we have a problem we can talk to NovaCast and resolve it in a very short time.”
The challenge ahead is to improve the possibility to use the thermal analysis data from ATAS MetStar in the simulation process. This will make the simulation even more accurate, since the liquid quality is the final key to getting a perfect result in the end. At Arizzi, Paolo and Antonio work together with NovaCast to develop the data connection between MetStar and the simulation system.
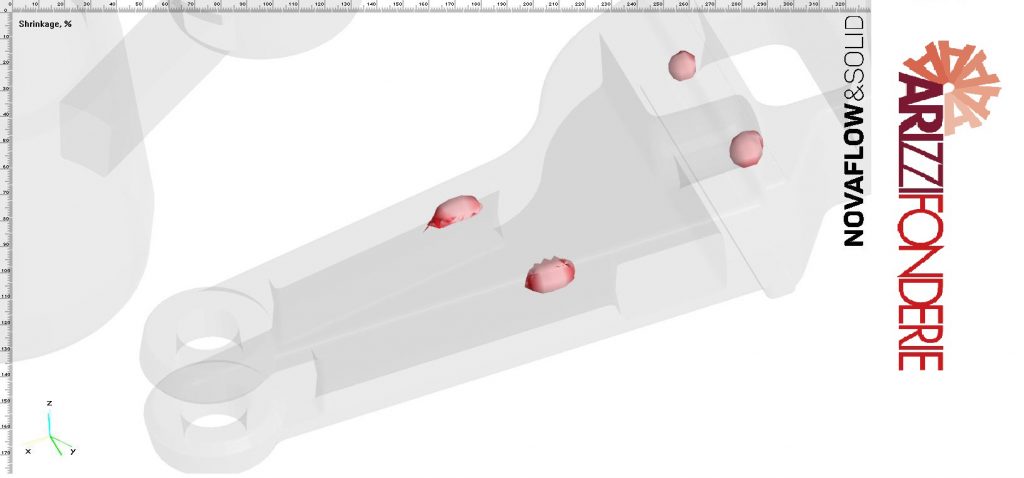
The shrinkage prediction in NovaFlow&Solid is giving you answers if the part will be sound or have defects. Even if you get shrinkages, it might not be problematic as long as they don’t jeopardize the functionality of the part.
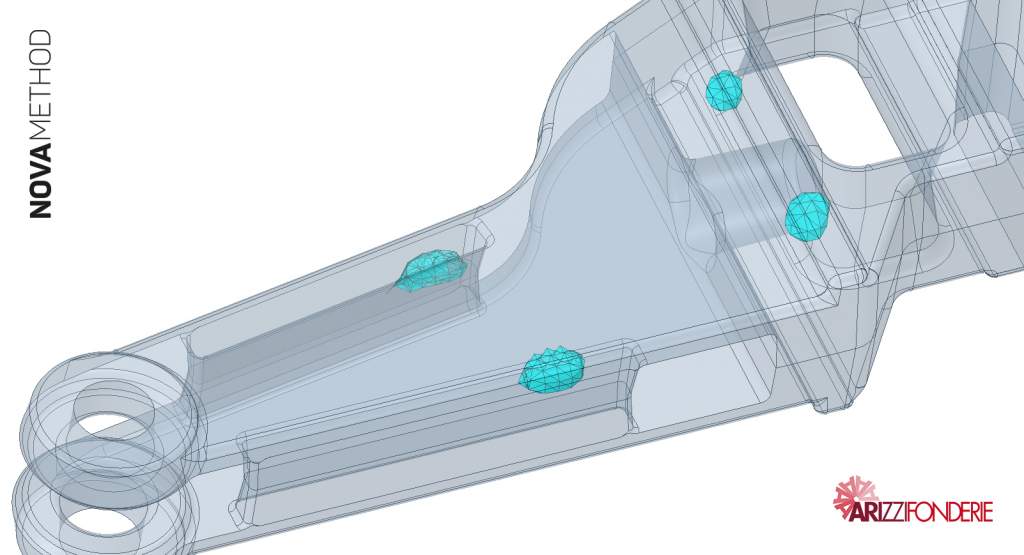
NovaFlow&Solid has a particular function where you can export the shrinkages as solid objects which then can be used in combination with the machined 3D model or during stress calculation when applying functional loads to the part.
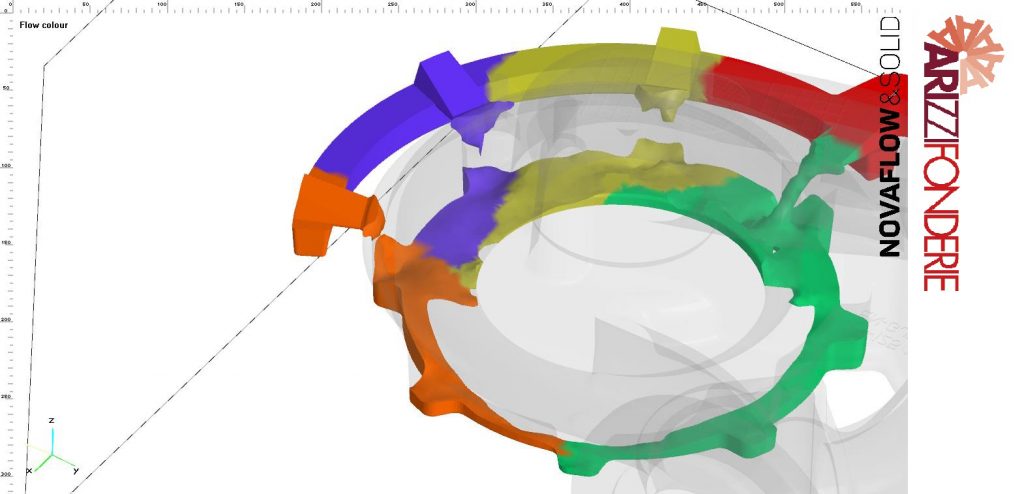
By using the function called Flow Color, you can simulate how a gating system fills the part more detailed. It means that you apply a specific color to a certain ingate and then you will see how much that ingate fills of the part. This can be seen both in color but also in % and weight.
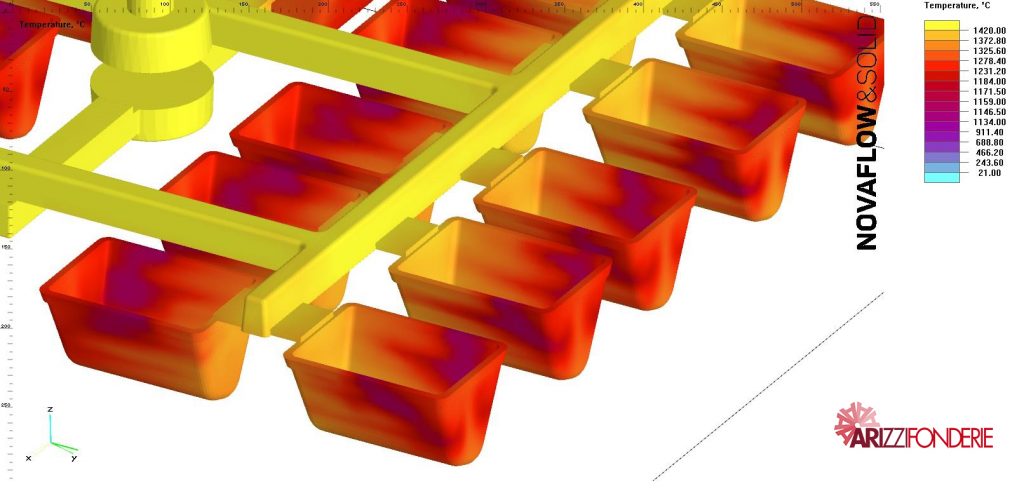 The temperature distribution shows the cooling down of the metal and how much temperature loss you get during the filling. In this particular case the temperature loss is not critical, but if it would be you can get unfilled part because melt solidifying before it has completely filled the mold.
The temperature distribution shows the cooling down of the metal and how much temperature loss you get during the filling. In this particular case the temperature loss is not critical, but if it would be you can get unfilled part because melt solidifying before it has completely filled the mold.
